Description
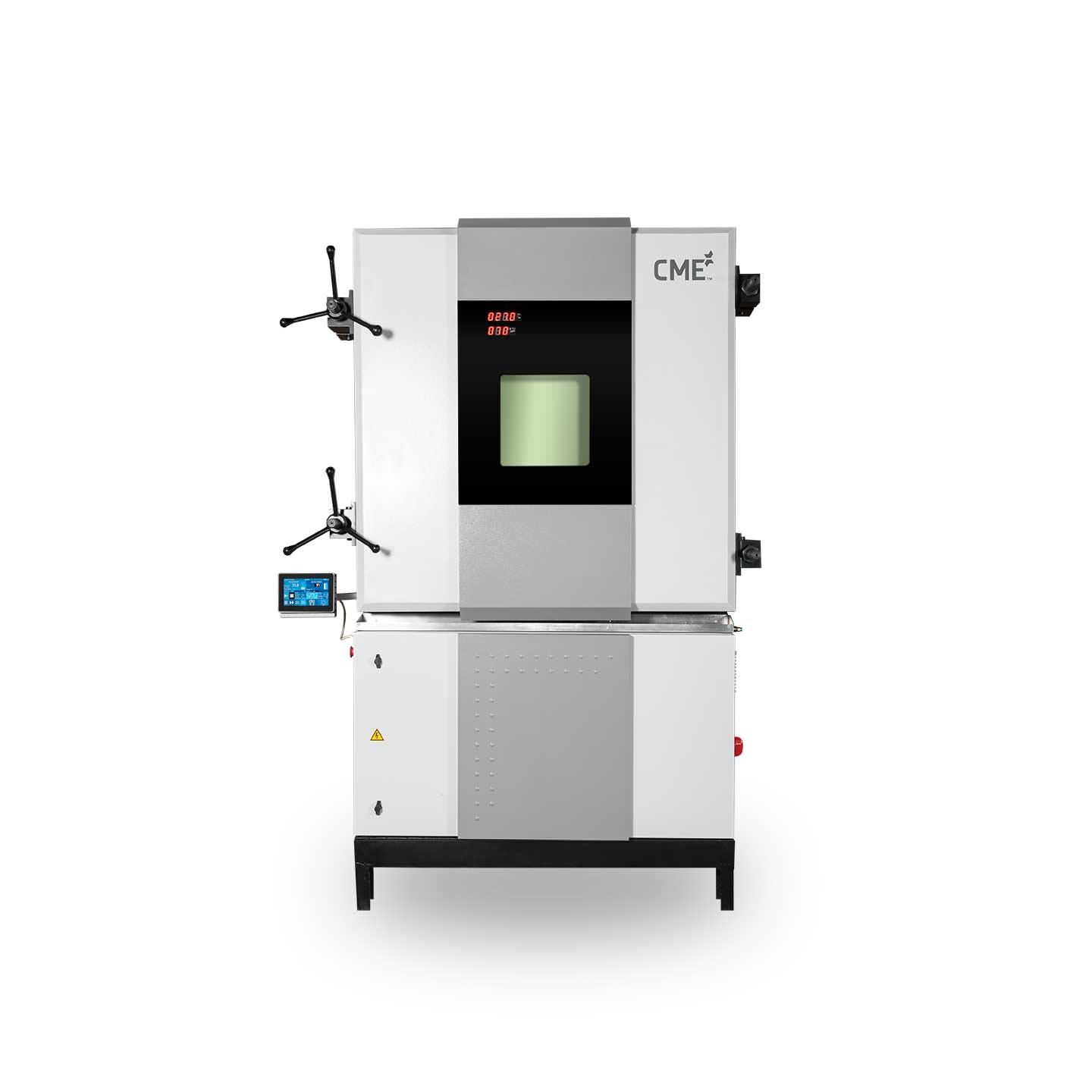
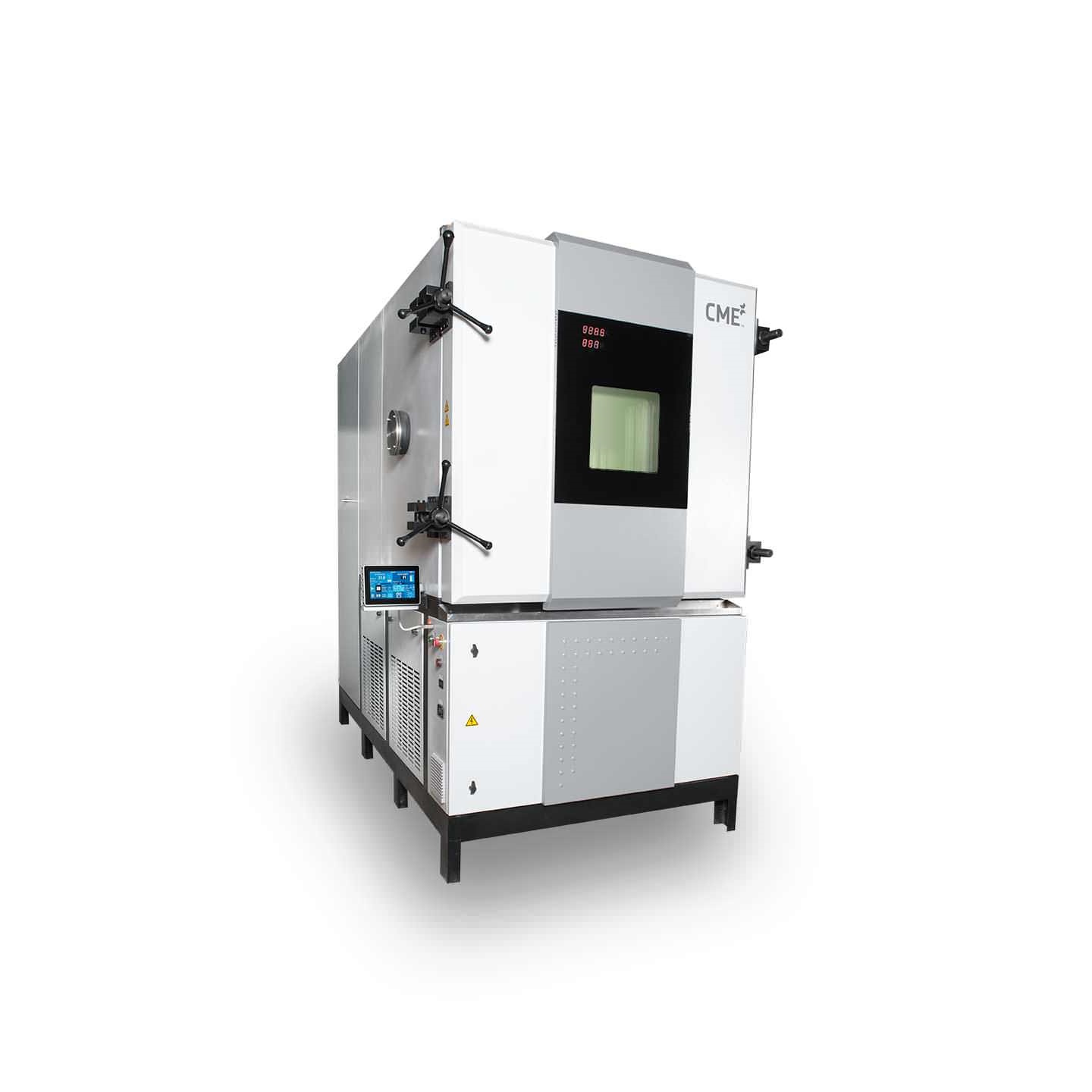
The CME Altitude Test Chamber (CATH Series) delivers a specialized, high-precision solution for simulating the extreme environmental stresses encountered in high-altitude aviation and aerospace applications. Engineers and defense researchers utilize this advanced chamber to validate the performance and safety of electronic components, mechanical sub-systems, and high-energy battery packs under low-pressure conditions. This specific series addresses the critical challenge of maintaining stable thermal control in thin-air environments where traditional convection cooling fails. Consequently, your laboratory gains a sophisticated testing platform that synchronizes altitude, temperature, and humidity with absolute accuracy.
Instead of deploying generic chambers that lack integrated safety logic, your facility achieves a significant technical advantage with the CM Envirosystems (CME) altitude series. The system provides the industry-leading enviCoM® 4.0 digital intelligence platform, enabling real-time remote monitoring and AI-enabled data diagnostics. Therefore, you can confidently execute complex mission-profile simulations for aerospace avionics and automotive drivetrain components while maintaining full compliance with MIL-STD, IEC, and UN 38.3 standards.
CME Altitude Chamber Technical Advantages
This industrial-grade altitude chamber packs specialized features for demanding aerospace and EV battery R&D cycles. It features a reinforced, pressure-rated 304 stainless steel interior that withstands rapid decompression cycles without structural fatigue. Furthermore, the unit delivers integrated safety architecture specifically designed for battery altitude testing, including pressure relief valves, gas monitoring systems, and nitrogen purging. This level of protection ensures that your engineering team identifies hazardous failure modes early in the development cycle, protecting both your personnel and your valuable prototypes.
The CATH series also provides high-resolution control over pressure ramps and thermal transitions. Technicians utilize the intuitive color touch-screen interface to program multi-stage environmental profiles that replicate everything from mountainous terrain to high-altitude flight paths. Additionally, the system supports customizable ramp rates up to 5°C/min, allowing for rapid stress testing of sensitive sensors and high-precision instrumentation. The built-in IoT capabilities ensure seamless data logging and automated report generation, streamlining your quality assurance and certification workflows.
Modern Industrial Integration
Modern testing facilities require robust connectivity and high-speed data management for industrial scaling. Therefore, the CME Altitude series includes standard Ethernet and USB ports for effortless integration into your existing laboratory network. It supports remote diagnostics through the Levito lifecycle support platform, ensuring maximum uptime for your critical testing schedules. The durable, compact design ensures that the chamber fits into standard industrial floor plans while delivering the massive internal volume required for testing full-scale battery modules and aerospace subsystems.
When your project demands the highest level of altitude simulation and safety integration for component validation, the CME Altitude Test Chamber stands out as the premier choice. Stop settling for low-resolution tools that hide critical failure points during atmospheric transitions. Contact nanotech-tmi today to request a technical datasheet or a custom quotation for your high-altitude testing laboratory. Trust nanotech-tmi for all your high-precision Environment Test Solution requirements.
CATH (Combined Altitude, Temperature, and Humidity) systems. The CME series features the proprietary enviCoM® 4.0 digital platform and integrated safety architecture for high-energy battery testing (EUCAR levels 0-7).

















Reviews
There are no reviews yet.